
5軸加工精度誤差原因?
解析「熱變位」與「旋轉刀具中心點控制」的關鍵角色
在5軸加工應用日益普及的現今,加工精度已成為影響產品品質與生產穩定性的核心因素。尤其在航太零件、精密模具與高精度零組件加工領域,尺寸一致性與表面品質往往直接決定產品良率與後續加工成本。然而,當談到5軸加工精度時,多數使用者首先想到的通常是軸向定位精度、幾何校正誤差或5軸中心精度,卻較少注意到另一項對加工穩定性影響極大的因素─熱變位(Thermal Deformation)。

實際上,在許多5軸加工現場中,精度誤差的發生並非來自初始幾何校正不足,而是機台長時間運轉後所產生的熱效應。許多使用機台的人員都曾遇過類似情況:機台在剛開始使用機台時,加工尺寸正常,但隨著加工時間增加,工件尺寸逐漸出現偏差,甚至影響表面精度與加工一致性。這類問題往往難以透過重新校正加工參數完全解決,其背後原因,很可能與熱變位有關。
熱變位誤差往往不是立即出現,而是在長時間加工所逐漸累積的誤差。
相較於3軸加工機,5軸加工中心除了 X、Y、Z 線性軸之外,還包含 A / C軸或B / C軸等旋轉軸聯動,因此整體運動機構更加複雜。3軸機台的誤差項主要來自線性軸的位置誤差,而5軸機台由於同時具備線性軸與旋轉軸,其誤差項則包含線性軸誤差與旋轉軸的位置誤差,且各軸之間的幾何關係與同步運動會進一步影響加工精度。
在多軸同步加工的條件下,即使是極微小的誤差,也可能在刀具加工萬轉換與曲面加工過程中被放大,進而影響加工結果。當主軸在長時間持續高速運轉、驅動系統累積熱能並傳導到結構體,或環境溫度產生變化時,機台結構便會出現熱膨脹、熱彎曲現象,使結構產生微小改變。雖然這些偏差多半僅在微米等級,但對於高精度加工而言,卻足以造成曲面輪廓誤差、尺寸不一致與表面粗糙度變化。
在5軸加工中,即使是微米等級誤差,也可能在曲面加工過程中被放大。
一般而言,5軸加工機的精度誤差主要來自兩個核心因素,其一為旋轉軸與幾何中心機構誤差,其二則為熱變位誤差。其中,旋轉中心位置誤差是5軸加工中關鍵的一環。由於5軸加工需透過旋轉軸改變刀具加工角度,若旋轉中心位置發生偏移,即使線性軸精度正常,仍可能導致刀具中心點誤差,進一步影響加工輪廓與尺寸精度。特別是在複雜曲面加工與多面向加工中,此類誤差更容易被放大。

針對旋轉中心位置誤差,現今多數高階5軸加工機皆導入 RTCP(Rotational Tool Center Point)旋轉刀具中心點控制功能。RTCP 的主要作用在於,當旋轉軸角度改變時,系統能自動計算並補償刀具中心點位置,使刀尖始終維持於正確加工路徑上,藉此降低因旋轉中心誤差所造成的加工偏差。
RTCP 的核心目的在於,5軸加工中確保刀具中心點始終維持於正確加工路徑。
此外,定期執行5軸中心校對與幾何補償,也是確保長期加工精度穩定性的必要維護程序。
然而,若從實際加工經驗與機台誤差分析來看,熱變位往往才是影響5軸加工穩定性的關鍵因素。根據相關研究與現場應用經驗,熱變位約可占整體機台精度誤差的 50%~70%[1,2,3]。換言之,即使完成幾何校正,若無法有效控制熱效應,仍可能在長時間加工過程中影響工件尺寸精度與加工一致性。
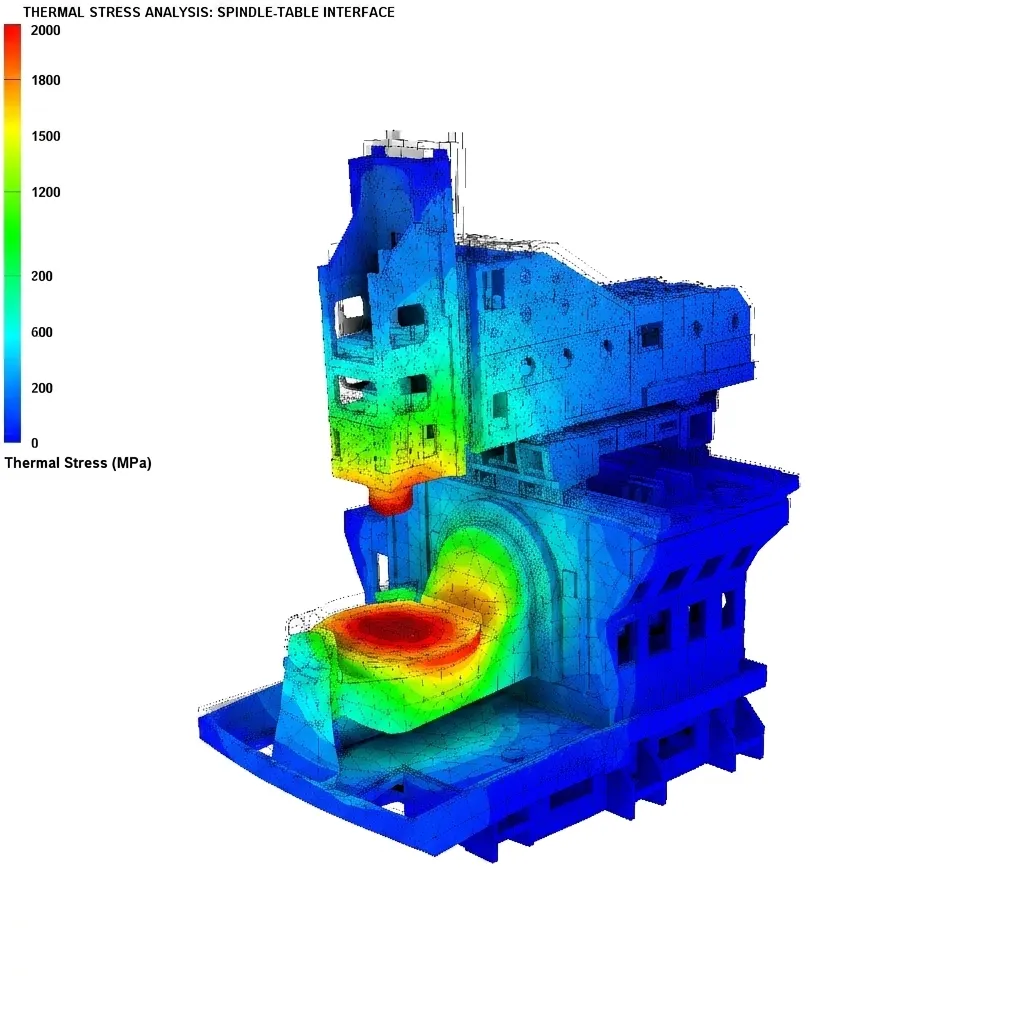
熱變位的發生主要來自主軸發熱、驅動元件溫升、切削熱累積與環境溫差等因素。當機台受熱後,結構尺寸與幾何位置關係會隨之改變,而5軸加工由於涉及多軸聯動與刀具加工角度變化,對熱變化的敏感度相對更高。因此,在高精度加工環境下,控制熱變位已不再只是加工條件管理的一部分,而是維持加工精度與穩定性的必要條件。
熱變位約占工具機整體精度誤差的 50%~70%。
在降低熱變位影響方面,除了加工環境溫控與暖機程序管理之外,近幾年高階工具機已逐漸導入熱變位補償技術(Thermal Compensation Technology),透過熱源監測與結構姿態分析,即時修正因熱膨脹造成的位置偏差。友嘉自主研發之熱變位補償技術解決方案,即是透過機台結構溫度分佈監測與熱變形模型分析,對加工過程中的結構變化進行即時修正。此一機制可有效降低熱變位對加工精度的影響,特別是在長時間加工或高精度製程中,有助於維持尺寸一致性與加工穩定性。機台導入友嘉熱變位補償技術後,能大幅縮短暖機時間,並有效防範加工件或製程中的尺寸漂移,這不僅免除人員反覆修正工件尺寸的耗時,更能顯著提升稼動率。

友嘉熱變位補償技術,可即時修正加工過程中的熱誤差。
熱變位補償技術修正機台結構熱誤差的核心概念,在於透過機台多點溫度感測,監測主軸、結構件與驅動系統在加工過程中的溫度變化,並建立溫度變化與機台結構變形之間的預測模型,使系統能掌握熱變化所造成的誤差趨勢。
機台在受熱後所產生的誤差並非隨機,而是可被描述與預測的系統性變化。透過建立熱誤差模型,系統可將溫度變化轉換為對應的幾何位置偏移量,進而推估刀具中心點(TCP)在空間中的實際偏差。在此基礎上,系統可於加工過程中進行即時補償,透過軸向位置修正或刀具路徑調整,抵消熱膨脹所造成的誤差,使加工結果回到理想幾何位置。
總體而言,5軸加工技術的精度管理涉及機構、控制與加工條件等多方面因素,其影響的不僅是單一加工精度,更關係到長時間運轉下的加工穩定性與品質一致性。隨著高階高精度加工需求持續提升,如何提升整體加工穩定性與誤差控制能力,已成為5軸加工技術的重要發展方向。
.參考文獻:
1. Qianjian Guo & Jianguo Yang & Hao Wu(2010) [Application of ACO-BPN to thermal error modeling of NC] Int J Adv Manuf Technol (2010) 50:667–675
2. Ching-Wei Wu & Chia-Hui Tang & Ching-Feng Chang & Ying-Shing Shiao(2012) [Thermal error compensation method for machine center] Int J Adv Manuf Technol (2012) 59:681–689
3. Gang Chen and Kun-Chieh Wang(2024) [Real-time Thermal Error Compensation of Machine Tools Based on Machine Learning Model and Actual Cutting Measurement via Temperature Sensors] Sensors and Materials, Vol. 36, No. 10 (2024) 4221–4238