
What Causes Accuracy Errors in 5-Axis Machining
Understanding the Critical Roles of Thermal Deformation and RTCP
As 5-axis machining applications become increasingly widespread, machining accuracy has become a core factor affecting product quality and production stability. Particularly in aerospace components, precision molds, and high-precision part manufacturing, dimensional consistency and surface quality often directly determine product yield rates and downstream machining costs. However, when discussing 5-axis machining accuracy, most users tend to focus first on axis positioning accuracy, geometric calibration errors, or 5-axis center accuracy, while paying less attention to another major factor that significantly affects machining stability — Thermal Deformation.

In reality, in many 5-axis machining environments, accuracy errors are not caused by insufficient initial geometric calibration, but rather by thermal effects generated after prolonged machine operation. Many machine operators have encountered similar situations: machining dimensions are accurate when the machine first starts operating, but as machining time increases, dimensional deviations gradually appear, even affecting surface accuracy and machining consistency. These issues are often difficult to fully resolve simply by recalibrating machining parameters, as the underlying cause is likely related to thermal deformation.
Thermal deformation errors often do not appear immediately, but gradually accumulate during long-term machining operations.
Compared with 3-axis machining centers, 5-axis machining centers include not only X, Y, and Z linear axes, but also rotary axes such as A/C axes or B/C axes, resulting in a significantly more complex motion mechanism. Error sources in 3-axis machines mainly originate from positioning errors of the linear axes, whereas 5-axis machines involve both linear-axis errors and rotary-axis positional errors. Furthermore, the geometric relationships and synchronized movements between axes further influence machining accuracy.
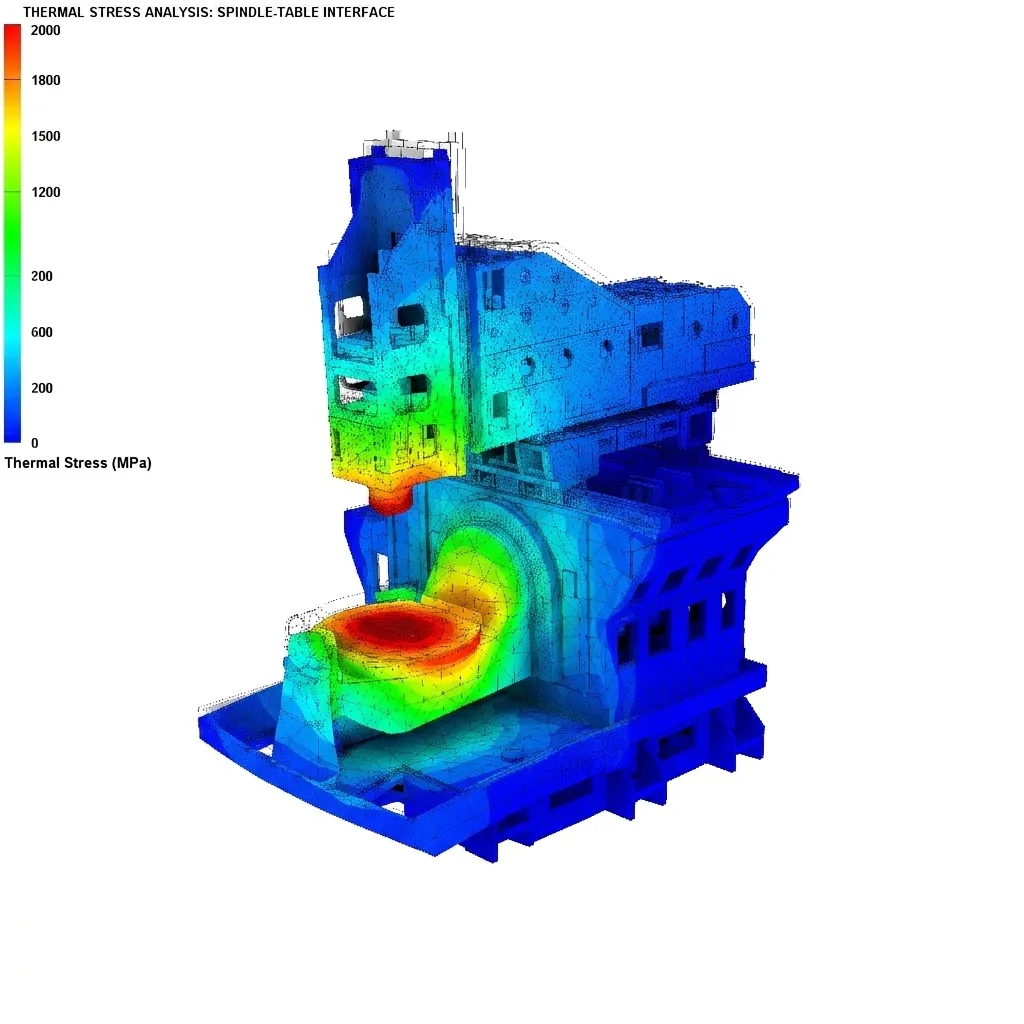
Under multi-axis simultaneous machining conditions, even extremely small errors may be amplified during tool orientation changes and complex surface machining processes, thereby affecting overall machining results. When the spindle continuously operates at high speed for extended periods, heat accumulates within the drive system and transfers to the machine structure, or when ambient temperature changes occur, thermal expansion and thermal bending may develop within the machine structure, causing slight structural variations. Although these deviations are typically only at the micron level, they are sufficient to cause contour errors, dimensional inconsistency, and variations in surface roughness in high-precision machining applications.
In 5-axis machining, even micron-level errors may be amplified during complex surface machining processes.
In general, machining accuracy errors in 5-axis machine tools mainly originate from two core factors: rotary-axis and geometric center mechanism errors, and thermal deformation errors. Among them, rotary center position error is one of the key factors in 5-axis machining. Since 5-axis machining changes the tool cutting angle through rotary-axis motion, any deviation in the rotary center position may lead to Tool Center Point (TCP) errors even when linear-axis accuracy remains normal, thereby affecting machining contours and dimensional accuracy. Such errors are especially likely to be amplified in complex surface machining and multi-face machining applications.

To address rotary center position errors, most high-end 5-axis machine tools today are equipped with RTCP (Rotational Tool Center Point) control functionality. The primary purpose of RTCP is to automatically calculate and compensate the Tool Center Point position when the rotary-axis angle changes, ensuring that the tool tip always remains on the correct machining path and thereby reducing machining deviations caused by rotary center errors.
The core purpose of RTCP is to ensure that the Tool Center Point always remains on the correct machining path during 5-axis machining.
In addition, regular 5-axis center calibration and geometric compensation are essential maintenance procedures for maintaining long-term machining accuracy stability.
However, based on actual machining experience and machine error analysis, thermal deformation is often the key factor affecting the stability of 5-axis machining. According to related studies and field application experience, thermal deformation may account for approximately 50%–70% of total machine tool accuracy errors [1,2,3]. In other words, even after geometric calibration is completed, machining dimensional accuracy and consistency may still be affected during prolonged machining operations if thermal effects cannot be effectively controlled.
Thermal deformation is mainly caused by spindle heat generation, temperature rise of drive components, cutting heat accumulation, and ambient temperature variations. When the machine is subjected to heat, structural dimensions and geometric positional relationships change accordingly. Since 5-axis machining involves simultaneous multi-axis motion and changing tool cutting angles, it is relatively more sensitive to thermal variations. Therefore, in high-precision machining environments, thermal deformation control is no longer simply part of machining condition management, but rather a necessary requirement for maintaining machining accuracy and stability.
Thermal deformation accounts for approximately 50%–70% of overall machine tool accuracy errors.
To reduce the effects of thermal deformation, in addition to environmental temperature control and machine warm-up management, high-end machine tools in recent years have gradually adopted Thermal Compensation Technology. Through heat-source monitoring and structural posture analysis, this technology performs real-time correction of positional deviations caused by thermal expansion. FEELER’s self-developed Thermal Compensation Technology solution performs real-time correction of structural changes during machining through machine structural temperature distribution monitoring and thermal deformation model analysis. This mechanism effectively reduces the influence of thermal deformation on machining accuracy, particularly during long-duration machining and high-precision processes, helping maintain dimensional consistency and machining stability. After implementing FEELER Thermal Compensation Technology, machine warm-up time can be significantly reduced while effectively preventing dimensional drift during machining processes. This not only eliminates the time-consuming need for repeated manual dimensional adjustments, but also significantly improves machine utilization rate.

Structural Temperature Monitoring
FEELER Thermal Compensation Technology provides real-time correction of thermal errors during machining processes.
The core concept behind Thermal Compensation Technology for correcting machine structural thermal errors is to monitor temperature variations of the spindle, structural components, and drive systems during machining through multi-point temperature sensing, while establishing predictive models between temperature variations and machine structural deformation. This allows the system to identify thermal error trends caused by temperature changes.
The errors generated after machine heating are not random, but rather systematic variations that can be described and predicted. By establishing a thermal error model, the system can convert temperature changes into corresponding geometric positional offsets, thereby estimating the actual spatial deviation of the Tool Center Point (TCP). Based on this, the system can perform real-time compensation during machining through axis position correction or tool path adjustment, offsetting errors caused by thermal expansion and restoring machining results to their ideal geometric positions.
Overall, accuracy management in 5-axis machining technology involves multiple factors including machine structure, control systems, and machining conditions. Its impact extends beyond individual machining accuracy, affecting long-term machining stability and quality consistency during continuous operation. As demand for advanced high-precision machining continues to grow, improving overall machining stability and error control capability has become a major development direction for 5-axis machining technology.
*References
1. Qianjian Guo & Jianguo Yang & Hao Wu (2010), *Application of ACO-BPN to Thermal Error Modeling of NC*, Int J Adv Manuf Technol (2010) 50:667–675
2. Ching-Wei Wu & Chia-Hui Tang & Ching-Feng Chang & Ying-Shing Shiao (2012), *Thermal Error Compensation Method for Machine Center*, Int J Adv Manuf Technol (2012) 59:681–689
3. Gang Chen and Kun-Chieh Wang (2024), *Real-time Thermal Error Compensation of Machine Tools Based on Machine Learning Model and Actual Cutting Measurement via Temperature Sensors*, Sensors and Materials, Vol. 36, No. 10 (2024) 4221–4238